Техника
продольного точения
ТЕХНИКА ПРОДОЛЬНОГО ТОЧЕНИЯ
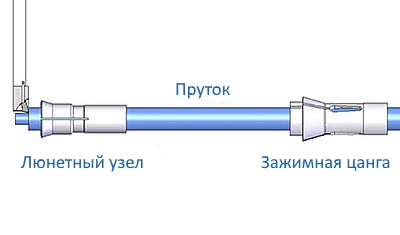
Автомат продольного точения – это токарный автомат, у которого заготовка помимо вращения, осуществляет ещё и движение рабочей подачи. Этим самым он отличается от обычных токарных станков, в которых движение рабочей подачи осуществляет инструмент. Обычные токарные станки позволяют обрабатывать детали с соотношением длины детали к её диаметру как L/D˂2,5. От данного диапазона начинается область применения автоматов продольного точения. Обработка длинных деталей требует жёстких, лишённых вибраций заготовки, условий обработки. Такие условия обеспечиваются посредством люнетного узла, который отсутствует у обычных токарных автоматов. Благодаря подаче заготовки через люнетный узел обеспечивается высокая точность в жёстких допусках при обработке длинных деталей с малыми диаметрами.
Автомат продольного точения – это токарный автомат для обработки длинных деталей с малыми диаметрами. В противоположность обычным токарным станкам, движение рабочей подачи в осевом направлении осуществляется не инструментом, а главным шпинделем, с зажатой в нём заготовкой (прутком). При этом инструмент остаётся неподвижным, а заготовка при помощи главного шпинделя осуществляет движение рабочей подачи. Решающим преимуществом при этом является то, что обработка производится непосредственно возле люнетного узла. Люнетный узел предотвращает отжимание заготовки вследствие воздействия на неё силы резания инструмента, помимо этого нивелируя колебания заготовки, возникающие при обработке длинных деталей. Этим самым достигается высокая точность при обработке подобных деталей с критичным соотношением длины к диаметру.
МЕХАНИЗМ ДЕЙСТВИЯ И ПРЕИМУЩЕСТВА
МЕХАНИЗМ ПРОДОЛЬНОГО ТОЧЕНИЯ
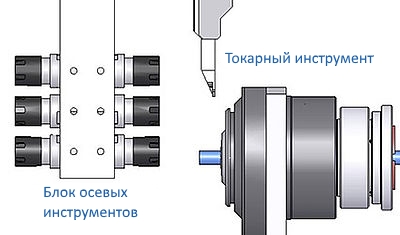
Пруток протягивается сквозь главный шпиндель и люнетный узел, зажимаясь в итоге цангой главного шпинделя. Контршпиндель осуществляет перехват детали после её отрезки.
Вращение люнетного узла синхронизовано с вращением главного шпинделя.
Режущий инструмент всегда располагается на расстоянии 1 мм от переднего торца люнетного узла. Это снижает усилие резания при минимальном вылете заготовки и низких вибрациях, наряду с небольшой амплитудой перемещения заготовки.
ПРЕИМУЩЕСТВА АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
Непосредственная обработка в зоне люнетного узла (повышает точность). Люнетный узел снижает вибрации, возникающие при движении прутка (избавляет от повреждений детали). Как следствие минимальный износ подшипников шпиндельного узла, высокая точность при обработке малых диаметров, большие объёмы изготавливаемых изделий.
ТРЕБОВАНИЯ
- Диаметр обрабатываемых прутков (˂42 мм)
- Обработка длинных деталей (от L/D˃3)
- Прутки должны быть с незаострёнными торцами квалитета h6-h8